
産品名稱: 汽車前大燈匹配檢具
加工(gōng)方式: CNC加工(gōng)
加工(gōng)材料: 鋁
表面處理: 熱處理
制作周期: 25天
産品中心
PRODUCT CENTER
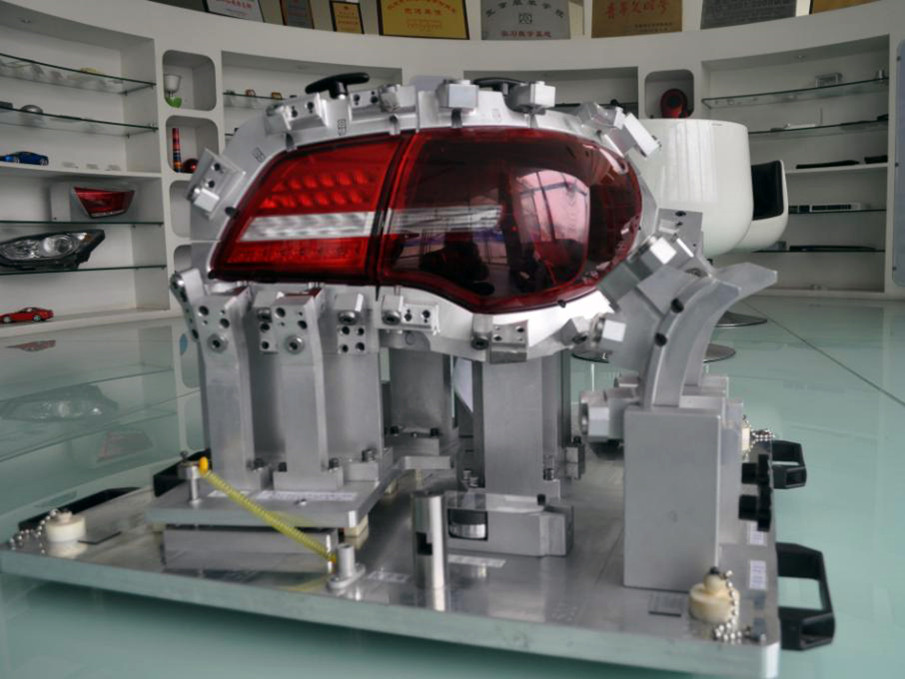
産品名稱: 注塑件(jiàn)檢具之尾燈總成檢具
加工(gōng)方式: CNC加工(gōng)
加工(gōng)材料: 鋁合金
表面處理: 陽極氧化
制作周期: 40天
車燈檢具可再現車燈安裝在車體上(shàng)的狀态,可利用尺寸檢測工(gōng)具直接或間接地對車體和燈的尺寸關系(間隙、面差)進行測量評價,主要用于生(shēng)産準備階段對模具和工(gōng)裝的精度測定、調整以及批量生(shēng)産後的尺寸日常管理。
京科公司的這套檢具整體都是鋁合金材料。車燈檢具設計最重要的部分是完全再現燈具的實際安裝方式,所以燈具安裝部構造需要根據GD&T圖紙(zhǐ)的要求,按實際裝車狀态位置構造來定位置;并根據基準分布方式分為(wèi):面基準、孔基準、輔助基準。要求燈具車體安裝部必須能(néng)承受車體安裝強度的回旋力,防止燈具裝卸時脫落和回旋等情況的出現。
北(běi)京京科擁有全套檢具設計、制造、裝配、調試、測量的綜合實力,已開(kāi)發過各類汽車零部件(jiàn)及總成檢具,包括:焊接總成、前後風窗(chuāng)、前後燈總成、地闆總成、四門(mén)兩蓋、儀表闆總成、門(mén)内護闆總成、光(guāng)亮飾條、手套箱總成、衣帽架總成、天窗(chuāng)總成、前後保險杠總成、開(kāi)口檢具、管線檢具、測量支架、工(gōng)裝夾具等。
憑借優良的産品品質和貼心的售後服務,北(běi)京京科一(yī)直與一(yī)汽大衆、一(yī)汽豐田、北(běi)京奔馳、北(běi)京現代、北(běi)汽福田、長(cháng)城(chéng)汽車、神龍汽車、菲亞特、五菱汽車等國(guó)内外知名主機(jī)廠及零部件(jiàn)廠保持著(zhe)廣泛密切的合作。京科将繼續拓展産品品種,積極探索為(wèi)客戶節約成本、縮短工(gōng)期、可循環使用、高(gāo)技(jì)術(shù)含量的柔性檢具。

産品名稱: 北(běi)京京科汽車車燈總成檢具
加工(gōng)方式: CNC加工(gōng)
加工(gōng)材料: 代木(mù)、鋁
表面處理: 熱處理、打磨、噴漆

産品名稱: 汽車前大燈匹配檢具
加工(gōng)方式: CNC加工(gōng)
加工(gōng)材料: 鋁
表面處理: 熱處理
制作周期: 25天

産品名稱: 汽車前組合燈總成檢具
加工(gōng)方式: CNC加工(gōng)
加工(gōng)材料: 合金鋁
表面處理: 熱處理
制作周期: 35天
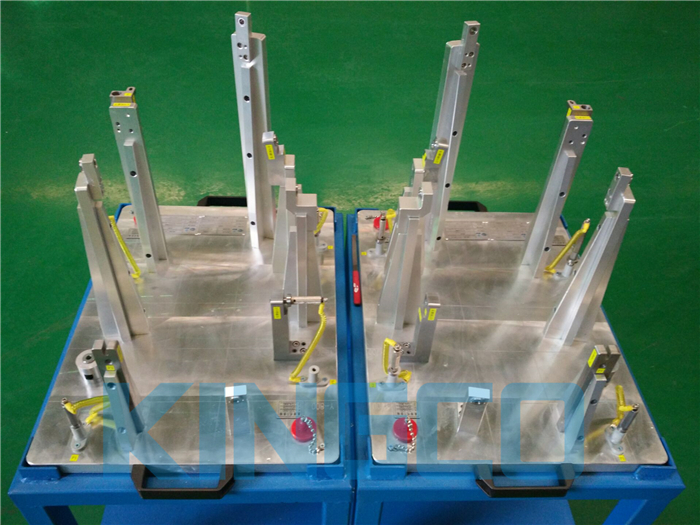
産品安裝步驟
1、翻開(kāi)翻轉機(jī)構,拉開(kāi)導軌活動塊。
2、将産品放(fàng)置到(dào)檢具上(shàng),使産品與定位塊/支撐面上(shàng)的定位面貼合;然後将活動定位塊推入定位位置,鎖緊檢測銷插入相(xiàng)對應的孔内,并鎖緊,使産品完成定位。
3、确定産品定位穩定後,将翻轉機(jī)構旋至檢測位置,使産品處于待檢測狀态。
檢測
1、輪廓檢測:按需要選擇使用間隙尺或通(tōng)止規對3mm間隙面進行測量。
2、面差檢測:按需要選擇使用面差尺或面差規對産品面差進行測量。
産品名稱: 汽車前燈殼體注塑件(jiàn)檢具
加工(gōng)方式: CNC加工(gōng)
加工(gōng)材料: 合金鋁
表面處理: 熱處理
制作周期: 30天
在歸零座上(shàng)校準歸零後,用百分表測量前燈殼體上(shàng)的固定測量點的面差。
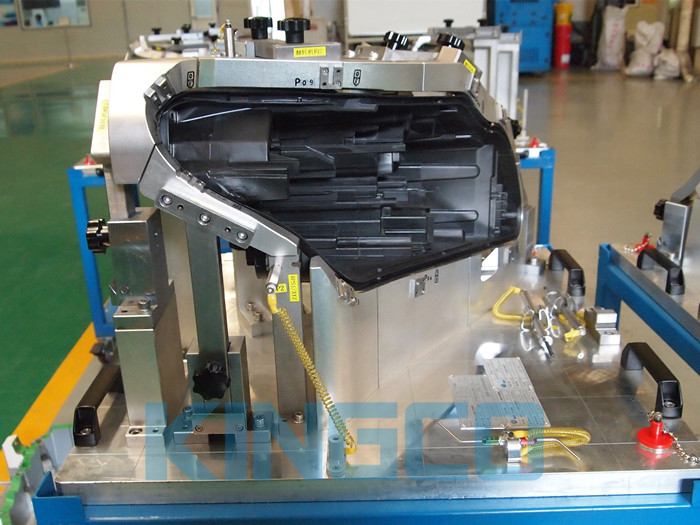
産品名稱: 注塑件(jiàn)檢具之前組合燈殼體檢具
加工(gōng)方式: CNC加工(gōng)、焊接
加工(gōng)材料: 合金鋁、鋼
表面處理: 噴漆、氧化、熱處理
制作周期: 40天
電(diàn)話:+86 (10) 80100038 轉 8020
京科大京科技(jì)術(shù)有限公司")
京科大京科技(jì)術(shù)有限公司")
Copyright © 2019 北(běi)京科大京科技(jì)術(shù)有限公司 版權所有